

Teknikal na Solusyon para sa Paglutas ng Hindi Balanse na Bilis ng Extrusion ng Four-Cavity Plastic Profile Extrusion Line
Teknikal na Solusyon para sa Paglutas ng Hindi Balanse na Bilis ng Extrusion ng Four-Cavity Plastic Profile Extrusion Line
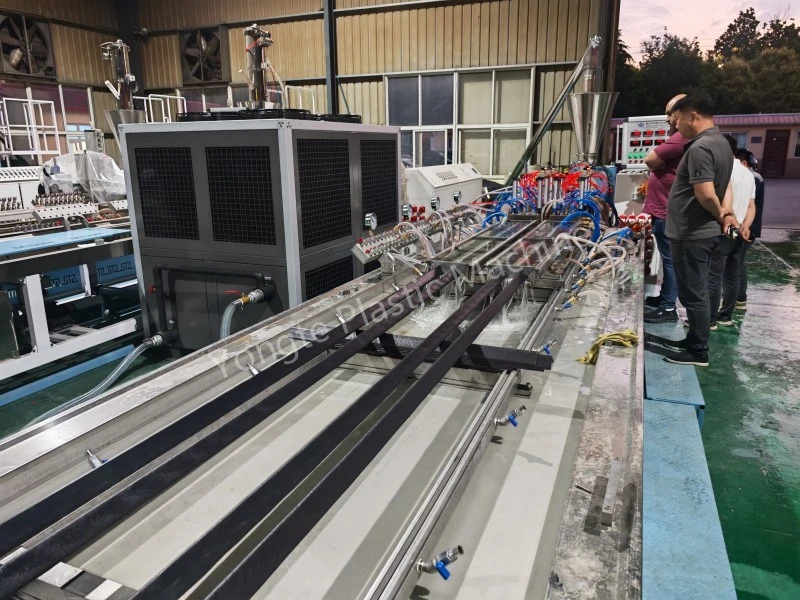
Sa apat na-cavity plastic profile extrusion na proseso ng produksyon, ang hindi balanseng extrusion speed sa apat na cavities ay isang pangkaraniwang teknikal na problema. Ang isyung ito ay direktang magdudulot ng hindi pare-parehong katumpakan ng dimensyon ng produkto, hindi pantay na kapal ng pader, mga may sira na profile, at pagbaba ng ani ng produksyon, na seryosong naghihigpit sa katatagan at kahusayan ng mass production. Batay sa aktwal na mga materyales sa produksyon at mga detalye ng produkto ng mga customer, ang Yongte engineering team ay bumuo ng isang naka-target na propesyonal na na-optimize na mamatay at sumusuportang sistema ng disenyo ng scheme upang lubusang lutasin ang problema ng hindi pare-pareho ang bilis ng pagpapatakbo ng mga profile na may apat na lukab, na napagtatanto ang mataas na katumpakan, matatag at magkasabay na produksyon ng apat na lukab na mga linya ng extrusion.
1. Background ng mga Problemang Teknikal
Ang tradisyonal na pinagsamang four-cavity extrusion dies ay nagpapatibay ng integral heating at flow control structure. Apektado ng mga kadahilanan tulad ng hindi pantay na distribusyon ng daloy ng pagkatunaw, paglihis ng temperatura ng mga lokal na lugar, at mga error sa pagpoproseso ng pagpupulong, ang bilis ng pag-extrusion ng apat na cavity ay madaling kapitan ng hindi pagkakapare-pareho sa panahon ng patuloy na produksyon. Ang paglihis ng bilis sa pagitan ng mga cavity ay hahantong sa mga pagkakaiba sa bilis ng pagbuo ng profile at pag-urong ng paglamig, na nagreresulta sa mga depekto sa kalidad ng batch tulad ng warping, deformation, out-of-tolerance na laki at hindi pantay na flatness sa ibabaw ng mga natapos na produkto, na hindi nakakatugon sa mataas na pamantayang mga kinakailangan sa produksyon ng mga plastic na profile.
2. Propesyonal na Optimized na Design Scheme
Kasama ang mga katangian ng hilaw na materyal ng customer, mga parameter ng istraktura ng produkto at mga kondisyon ng produksyon sa site, ang mga inhinyero ng Yongte ay nagsagawa ng naka-target na customized na disenyo para sa istraktura ng die, kontrol sa daloy, pagputol ng traksyon at auxiliary conveying system, na may mga detalyadong teknikal na solusyon tulad ng sumusunod:
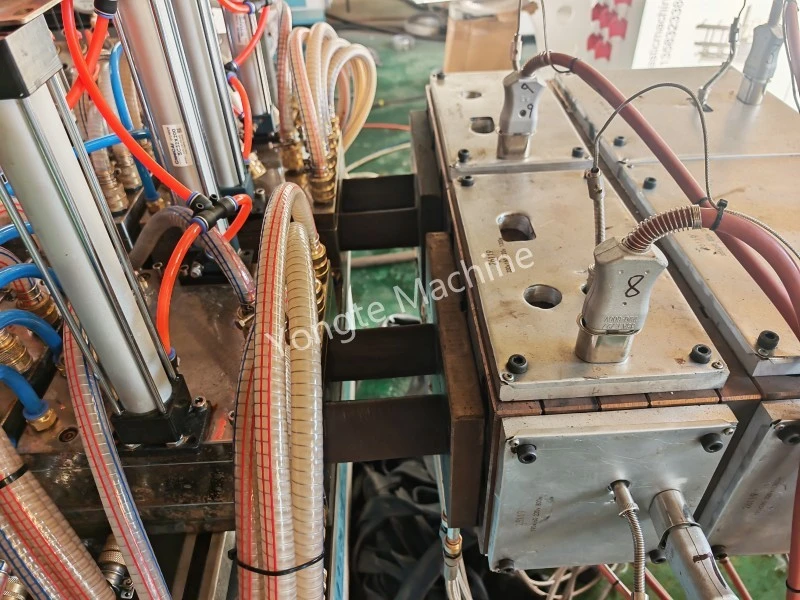
2.1 Dual Die Body Structure na may Independent Temperature Control
Ang orihinal na integral four-cavity die body ay na-optimize sa adalawahan independiyenteng istraktura ng katawan ng mamatay, sa bawat die body na nilagyan ng dalawang extrusion cavity. Ang dalawang hanay ng mga die body ay ganap na independyente sa disenyo ng istruktura at sistema ng pagkontrol sa temperatura. Ang bawat die body ay naka-configure na may independiyenteng heating module at temperatura control unit, na maaaring magkaroon ng hiwalay na precision temperature adjustment at pare-pareho ang temperatura control. Ang disenyong ito ay epektibong nilulutas ang problema ng hindi pare-parehong pagkatunaw ng likido na dulot ng integral die temperature deviation, pinapatatag ang plastic melting state ng bawat cavity mula sa pinagmulan, at inaalis ang pangunahing sanhi ng pagkakaiba ng bilis sa pagitan ng iba't ibang die body.

2.2 Independiyenteng Mekanismo ng Pagsasaayos ng Daloy para sa Single Die Body
Ang bawat independent die body ay nilagyan ng espesyal na flow adjustment nut device. Para sa speed deviation ng dalawang cavity sa loob ng parehong single die body na dulot ng maliliit na pagkakaiba sa daloy at mga error sa pagpupulong, ang on-line fine adjustment ay maaaring maisakatuparan sa pamamagitan ng flow adjustment nut. Sa pamamagitan ng tumpak na pagsasaayos ng daloy ng matunaw na pagpapakain ng isang solong lukab, ang bilis ng extrusion ng dalawang cavity sa parehong die body ay maaaring panatilihing ganap na magkasabay, na napagtatanto ang micro-level calibration ng bilis ng cavity at tinitiyak ang pagkakapareho ng extrusion output at pagbuo ng bilis ng bawat cavity sa parehong grupo.
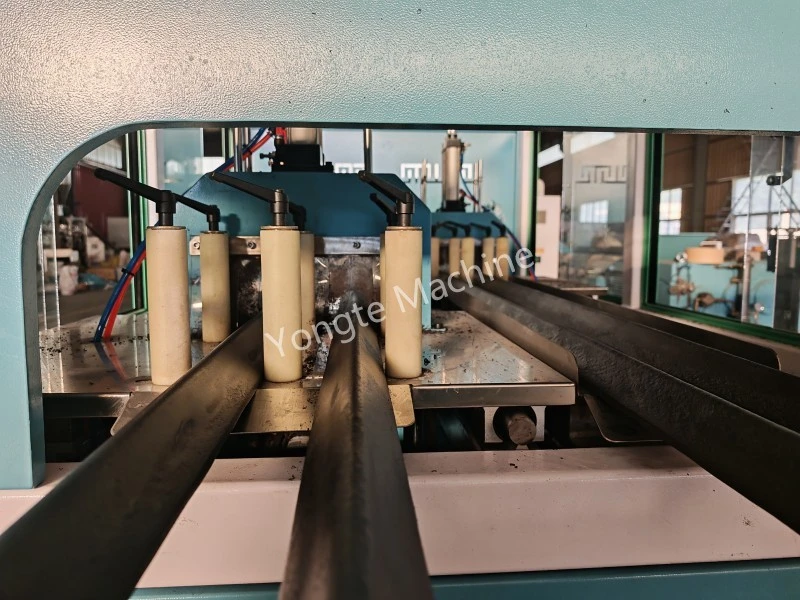
2.3 Dual Independent Traction Speed Control System
Ang isang dalawahang hanay ng mga independiyenteng sistema ng traksyon ay na-configure upang tumugma sa dual die body at layout ng double-group na lukab. Naiiba sa tradisyonal na single traction mode na nagmamaneho ng apat na cavity nang sabay-sabay, ang dalawang set ng traction equipment ay gumagana nang hiwalay na may magkakahiwalay na speed control program. Ang sistema ay maaaring nakapag-iisa na ayusin ang bilis ng traksyon ng dalawang grupo ng mga profile na may dalawang lukab ayon sa aktwal na bilis ng extrusion ng dalawang die body, na napagtatanto ang dynamic na pagtutugma ng bilis ng extrusion at bilis ng traksyon, pag-iwas sa pag-uunat ng profile, pag-urong at dimensional na paglihis na dulot ng asynchronous traction, at higit pang tinitiyak ang pangkalahatang pagkakapare-pareho ng bilis ng apat na cav.

2.4 Independent Fixed-Length Cutting System
Naaayon sa dual-group extrusion at traction structure, dalawang set ng mga independent cutting system ang nilagyan para sa hiwalay na fixed-length cutting operation. Ang bawat cutting system ay nakapag-iisa na sumusubaybay at tumutugma sa bilis ng pagpapatakbo at feeding stroke ng kaukulang grupo ng mga profile. Tinatanggal ng independent cutting control mode ang cutting error at hindi pagkakapare-pareho ng haba na dulot ng pinag-isang pagputol ng mga profile na may kaunting pagkakaiba sa bilis, tinitiyak ang fixed-length na katumpakan ng pagputol ng bawat profile ng cavity, at pinapabuti ang rate ng kwalipikasyon ng produkto.
2.5 Pagtutugma ng Automatic Conveying at Stacking System
Dalawang set ng mga independiyenteng conveying at stacking rack ang na-configure, na eksaktong tumugma sa mga dual cutting system. Matapos ang pagkumpleto ng fixed-length cutting ng cutting equipment, ang conveying at stacking equipment ay awtomatikong nakumpleto ang materyal na pagtanggap, paghahatid at stacking na gawain ng kaukulang grupo ng mga profile. Ang kasabay at independiyenteng operasyon ng conveying system ay nag-iwas sa akumulasyon ng materyal, pagpilit at paghahatid ng kalituhan na dulot ng asynchronous na bilis ng iba't ibang mga profile ng cavity, tinitiyak ang maayos at tuluy-tuloy na operasyon ng buong linya ng produksyon, at napagtatanto ang awtomatiko at maayos na produksyon.

3. Mga Kalamangan sa Teknikal at Mga Epekto sa Produksyon
Sa pamamagitan ng systematic customized na disenyo sa itaas, ang problema ng hindi pantay na bilis ng pag-extrusion ng apat na lukab sa produksyon ng plastic profile ay ganap na nalutas. Ang dual-die independent temperature control + single-group flow fine adjustment + dual independent traction at cutting system ay bumubuo ng full-link speed calibration at synchronous control system. Ang scheme ay may mga sumusunod na makabuluhang pakinabang: una, napagtanto nito ang pinagmulan ng kontrol ng daloy ng pagkatunaw at temperatura, at inaalis ang paunang pagkakaiba ng bilis ng pagpilit; pangalawa, napagtanto nito ang dynamic na fine adjustment ng bilis sa proseso ng produksyon upang matiyak ang pangmatagalang kasabay na operasyon ng apat na cavity; pangatlo, ang pagtutugma ng awtomatikong auxiliary system ay nagpapabuti sa katatagan ng produksyon at pagkakapare-pareho ng mga natapos na produkto.
Pagkatapos ng on-site na pag-verify ng produksiyon, ang na-optimize na disenyo na ito ay epektibong binabawasan ang dimensional tolerance at bumubuo ng defect rate ng mga profile na may apat na lukab, pinapabuti ang pangkalahatang katatagan ng produksyon at kahusayan ng produksyon ng linya ng extrusion, at angkop para sa pangmatagalan at mataas na volume na standardized na produksyon ng iba't ibang mga profile ng plastik.

Mga Kaugnay na Balita
- 4 Cavity Plastic Profile Production Line Delivery sa Jordan Pagkatapos ng Matagumpay na Commissioning
- Mga Propesyonal na Solusyon para sa Pag-yellowing, Streaks at Brittleness Cracking ng Wood-Plastic Composite Door Surfaces
- Ang 4 Cavity Recycled Plastic Profile Extrusion Machine ay umabot sa 8meter/minutong mataas na bilis
- Solusyon para sa Mga Problema sa Produksyon ng WPC Extruder
- Anong materyal ang maaaring gamitin sa Yongte WPC machine?
- Matagumpay na Nasubok ang Linya ng Pag-recycle ng Waste Textile Production
Mag-iwan ako ng mensahe











