

Plastic Lumber Extrusion Line para sa 50mm Solid Thick Panel
Nagsasagawa si Yongte ng Initial Trial Run ng Plastic Lumber Extrusion Line para sa 200 x 50mm Solid Thick Panels, Ino-optimize ang Die Molding Section upang Resolbahin ang Mga Isyu sa Deformation
1. Pangkalahatang-ideya ng Produksyon ng Pagsubok sa Paunang Kagamitan
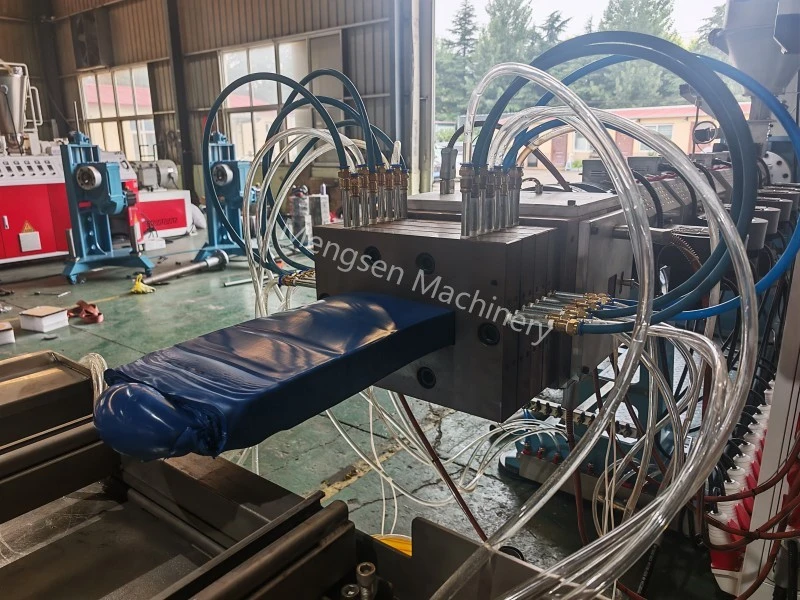
Kamakailan, matagumpay na nakumpleto ni Yongte ang inaugural trial production ng advanced Plastic Lumber Extrusion Line nito, na nagta-target sa pagproseso ng 200 x 50mm solid thick plastic panels. Sa pagsunod sa konsepto ng resource recycling at green production, pinagtibay ng trial run na ito ang mga recycled plastic scrap bilang raw material, na bini-verify ang adaptability ng equipment sa pag-aaksaya ng mga plastic na materyales at ang pagiging posible ng mass production ng thick-gauge plastic lumber.

2. Napakahusay na Pagganap ng Plasticization ng Mga Recycled Materials
Sa panahon ng paunang proseso ng pag-commissioning, ang high-speed extruder ay naghatid ng pambihirang pagganap ng melt plasticization. Sa ilalim ng tumpak na kontrol ng parameter ng extrusion, ang mga recycled na plastic na scrap ay ganap na natunaw at na-homogenize, na ang tunaw na materyal ay nagpapakita ng pare-parehong texture, magandang pagkalikido at matatag na pangkalahatang epekto ng plasticizing. Ang mahusay na kalidad ng plasticization ay naglalagay ng matibay na pundasyon para sa matatag na produksyon ng mga high-performance na recycled na plastic panel at nagpapatunay sa namumukod-tanging kapasidad sa pagpoproseso ng materyal ng mga extrusion equipment ni Yongte para sa waste plastic raw na materyales.

3. Pagsusuri ng Panel Bulging at Deformation Defects
Gayunpaman, ang mga naka-target na teknikal na hamon ay lumitaw sa pagbuo ng yugto ng mga ultra-makapal na solid panel. Dahil sa malaking 50mm na kapal ng tapos na produkto, mayroong kitang-kitang gradient ng temperatura sa pagitan ng ibabaw at ng core layer ng panel sa panahon ng proseso ng paglamig at paghubog. Ang ibabaw ng makapal na panel ay lumalamig at mabilis na tumitibay, habang ang panloob na core na materyal ay nagpapanatili ng mataas na temperatura para sa mas mahabang panahon at sumasailalim sa tuluy-tuloy na pag-urong ng thermal sa kasunod na natural na paglamig. Ang hindi pantay na bilis ng paglamig at pag-urong sa pagitan ng panlabas at panloob na mga layer ay nag-uudyok sa hindi balanseng panloob na stress, na nagreresulta sa gitnang umbok at lokal na pagpapapangit ng 200×50mm solid thick panel, na nakakaapekto sa flatness at dimensional na katumpakan ng huling produkto.

4. Die Molding Section Optimization Solutions
Batay sa malalim na pagsusuri ng trial run data at on-site na mga kondisyon ng produksyon, ang Yongte technical team ay nakumpirma na ang pangunahing solusyon ay nakatutok sa structural optimization ng die molding section. Naglalayon sa hindi balanseng daloy ng pagkatunaw at hindi pantay na mga problema sa paghuhubog ng paglamig ng napakakapal na mga plato, ang koponan ay magsasagawa ng mga naka-target na pag-upgrade sa istraktura ng die flow channel, sistema ng pamamahagi ng daloy at layout ng paglamig. Sa pamamagitan ng pag-optimize sa melt flow resistance ng molding section, pagbabalanse ng material feeding speed ng gitna at gilid na bahagi ng die, at pagtutugma sa graded at pare-parehong cooling design, ang panloob na konsentrasyon ng stress ng makapal na panel ay epektibong maaalis. Isi-synchronize ng optimization na ito ang bilis ng paglamig at paghubog ng surface at core layer ng produkto, sa panimula ay malulutas ang gitnang bulging deformation defect ng 50mm ultra-thick solid panels, at pagpapabuti ng pangkalahatang dimensional na stability at flatness ng mga natapos na produkto.
5. Buod ng Trial Run at Kasunod na Plano sa Pag-unlad
Ang paunang trial run na ito ay ganap na napatunayan ang kahusayan ng pagpapaplastikan ng kagamitan at inilantad ang mga pangunahing punto ng pagpapahusay para sa paghubog ng makapal na sukat ng produkto, na nag-iipon ng mahalagang praktikal na karanasan para sa pormal na paggawa ng masa ng high-spec na solidong plastic na kahoy. Sa susunod na yugto, pabilisin ni Yongte ang pagkumpleto ng die molding section optimization at secondary commissioning verification, patuloy na pakinisin ang mga parameter ng proseso ng extrusion, at sisikapin na makamit ang matatag, mataas na katumpakan at mataas na kahusayan sa paggawa ng malalaking kapal na recycled na mga plastic panel, na nagbibigay ng kapangyarihan sa mataas na halaga ng recycling at industriyalisadong paggamit ng mga basura.

Mga Kaugnay na Balita
- Kinumpleto ni Yongte ang Solid Foam WPC Door Frame Extrusion Line para sa Indian Client
- Maaari bang makagawa ng iba't ibang hugis at sukat ng plastik na tabla ang Yongte plastic lumber machine?
- Mga parameter ng Reference na Linya ng Extrusion na pinto ng WPC
- Paano Lutasin ang Problema sa Pagpapaso ng Materyal sa Panahon ng Proseso ng Pag-extrusion ng Mga Pintuan ng WPC?
- Pagsubok sa pagtanggap ng Rubber Seepage Pipe Production Line para sa Indian Client
- Kinumpleto ni Yongte ang Factory Acceptance Test ng Custom Plastic Recycling Twin-Screw Extruder para sa African Client
Mag-iwan ako ng mensahe











